河北乾胜管道有限公司拥有25年以上的管道生产经验,是河北省发改局批准备案企业。公司重视科技投入,坚持自主创新,2015年度创造发明管道生产方面5项**,受到了各用户的**,产品销往全国各地及**。
主营普通管:无缝管,直缝管,螺旋管,防腐钢管(环氧煤沥青防腐钢管,三油两布防腐钢管,IPN8710防腐钢管,涂塑防腐钢管,环氧树脂防腐钢管,环氧粉末防腐钢管,3PE三层聚乙烯防腐钢管,TPEP内外防腐钢管),保温钢管:聚氨脂发泡保温钢管,钢套钢岩棉保温钢管。
防腐螺旋钢管是以螺旋钢管为基础,在钢管内壁和外壁涂一层防腐材料的复合钢管。既有螺旋钢管的力学性能,又有防腐涂层的耐腐蚀性能。
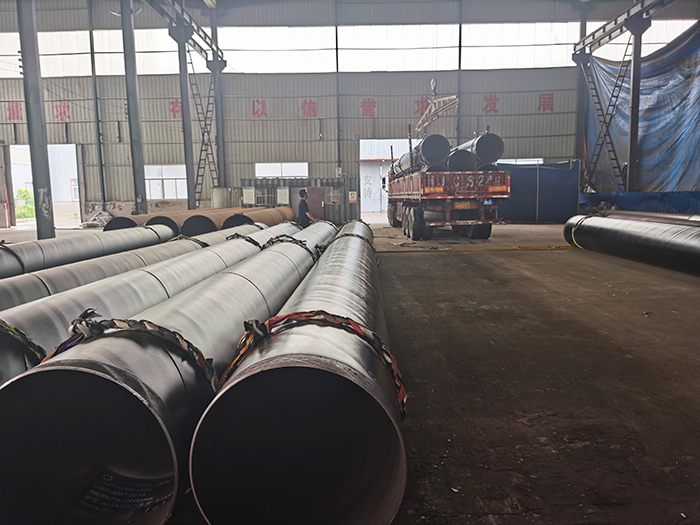
防腐螺旋钢管有多种形式,根据不同输送介质和使用环境的综合应用而设计。根据防腐部位的不同,可分为内防腐螺旋钢管、外防腐螺旋钢管和内外防腐螺旋钢管。根据输送介质的不同,可分为污水防腐钢管、自来水防腐钢管、油气防腐钢管、给排水防腐钢管、架空防腐钢管、埋地防腐钢管等。
防腐螺旋钢管因其多重优点而得到广泛应用。其使用寿命基本都在20年以上,有些更高的标准可以达到50年以上。因此,防腐螺旋钢管的诞生大大减少了材料的浪费和管道更换的浪费时间。
防腐螺旋钢管高温高压,焊缝应具有良好的金相组织,以保证核燃料元件具有良好的耐腐蚀性能,在整个寿命周期内不会损坏或泄漏。目前,核电用合金包壳管的焊接工艺主要有真空电子束焊、钨极氩弧焊、氮较电弧焊、激光焊和耐压焊等。详情参见章节。电子束焊接中气体膨胀的原因分析:燃料棒的包壳和端塞由合金材料制成。宜宾核燃料元件厂在产品合格前做了大量试验,解决了一系列电子束焊接工艺问题。但鉴定中,环缝存在充气缺陷,充气率尽量高。为了找出膨胀焊接缺陷的原因,进行了广泛的研究工作,并进行了大量的实验来验证膨胀缺陷的特征。电子束焊接本质上是一种高真空下的机械熔化焊接方法。

燃料棒的焊接缺陷包括气孔、未焊透、内部凹陷、气体膨胀等。未熔透通常发生在熔化区的根部,熔透深度不**过包壳管的壁厚。燃料棒环焊缝焊接后,在焊缝的管侧形成管内壁面低于焊缝标准熔深理论厚度的低注入部分,称为内凹陷膨胀。膨胀主要发生在靠近管侧的焊缝热影响区。防腐螺旋钢管轻微膨胀使端塞配合面与包壳管内壁沿周向形成微小间隙,严重膨胀可使包壳管壁厚变薄。不允许减薄量**过包壳管的小理论厚度。
- 产品分类
- 防腐钢管
- 商家产品推荐





{kind=link}