
- 1330
- 产品价格:26.90 元/米 起
- 发货地址:河北沧州盐山县 包装说明:不限
- 产品数量:不限产品规格:不限
- 信息编号:230424685公司编号:23107294
- 马总 微信 17331734666
- 进入店铺 在线留言 QQ咨询 在线询价
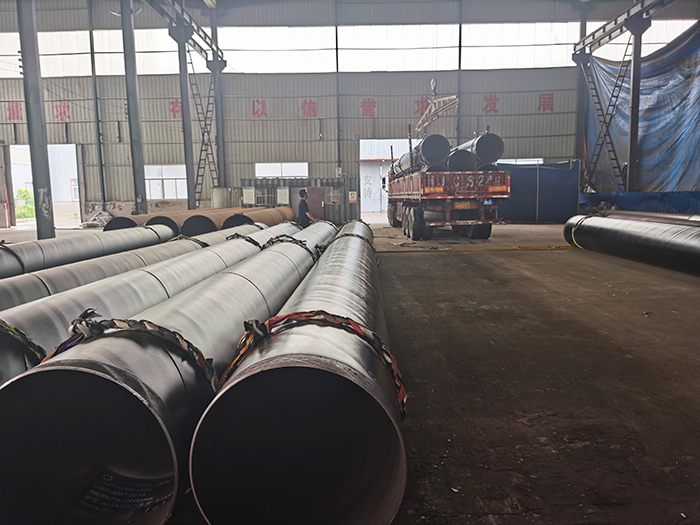
湘潭给水用涂塑防腐钢管-双法兰涂塑防腐钢管厂家-河北乾胜管道
- 相关产品:
给水用涂塑防腐钢管
河北乾胜管道有限公司主营普通管:无缝管,直缝管,螺旋管,防腐钢管(环氧煤沥青防腐钢管,三油两布防腐钢管,IPN8710防腐钢管,涂塑防腐钢管,环氧树脂防腐钢管,环氧粉末防腐钢管,3PE三层聚乙烯防腐钢管,TPEP内外防腐钢管)保温钢管:聚氨脂发泡保温钢管,钢套钢岩棉保温钢管。
公司拥有现代化的管道保温、防腐配套生产线6条,具备化学分析、金相检验、物理试验、无损探伤等现代化的检测能力。年生产能力3万余吨,可生产国际、国内标准的高、中压各种规格的管道、保温管道及管件,防腐管道及管件,石油套管,管件等产品,生产设备及检测设备在国内管道行业居于前面地位,年产值**亿元。
螺旋钢管运至现场后,首先根据设备及管件位置进行排管,并在现场将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装,以管道保温层的保护。
1、修口、对口
修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割,清除熔渣后再用砂轮打磨平整。
对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵向焊缝错开位置→**次管道找直→调整对口间隙尺寸→对口找平→管道拉线找直→点焊
2、焊接
接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊完,每层施焊的引熄弧点须错开。管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、间隙,应符合规范规定;不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。对口时应使内壁齐平,采用长300mm的直尺在接口内壁周围顺序贴靠,错口的允许偏查差应为0.2倍壁厚,且不得大于2mm。
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。下面简单介绍一下螺旋钢管的制作工艺:
螺旋钢管的原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。

焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了**的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波。
- 产品分类
- 防腐钢管
- 商家产品推荐



{kind=link}