

- 2024-05-14 22:03 460
- 产品价格:32000.00 元/台 起
- 发货地址:河北沧州泊头市 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:238107072公司编号:17630617
- 刘经理 经理 微信 15100853039
- 进入店铺 在线留言 QQ咨询 在线询价
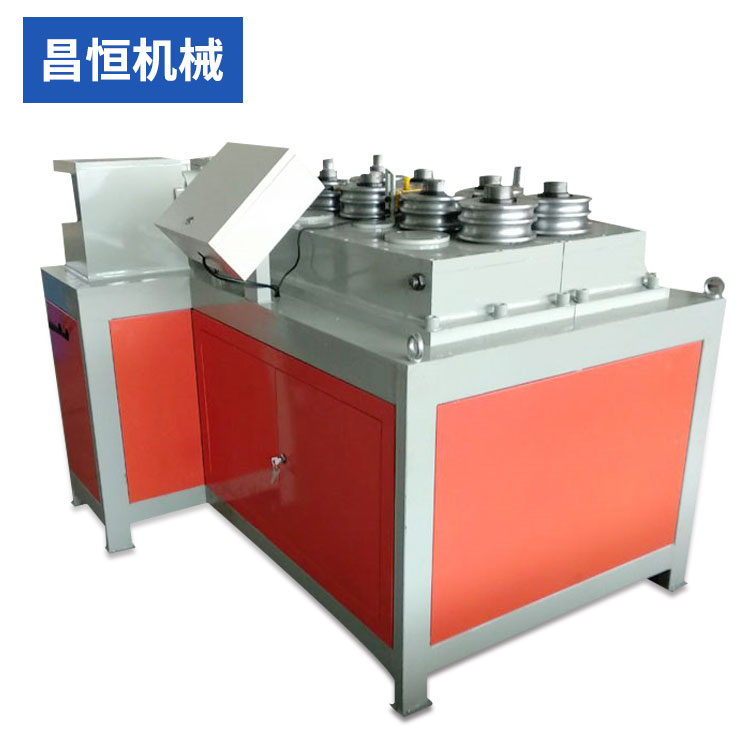
打孔机 半自动不锈钢管冲孔机
- 相关产品:
油缸行程:100/150mm油缸规格:100/125控制方式:电脑PLC操作方式:手动/自动加工规格:80*80mm伺服电机功率:7.5kw加工精度:±0.3mm模具支架:有
护栏货架冲孔设备为我公司护栏的厂家量身定做的全自动液压冲孔设备,铝型材自动冲孔机,对于目前市场护栏货架职业普遍存在模具容易坏、拆换模具慢.费事、冲管难拉难冲等疑问。本公司出产的全自动液压冲孔设备为这些厂家处理了这些难题。全自动不锈钢冲孔机其限制作用比普通机械冲床非常好,我公司出产的液压冲孔机广泛应用于不锈钢管(方管、圆管)、锌钢、彩钢、铁管、铝合金、货架等冲孔,护栏尖一次冲压成型。液压冲孔机使用方法及注意事项
很多金属板材的打孔都会用到冲孔机,液压使用方便危险系数小受到用户的追捧,那么液压冲孔机使用方法及注意事项有哪些呢?
液压冲孔机是由手动泵或电动泵和工作头二部分组成,输油软管采用快速接头连接,密封可靠,快速,作业时无方向性限制,,装拆方便,本机具用于角铁、扁铁、铜、铝排等金属板材的打孔、特别适用于电力、建筑等行业在野外工地作业。
液压冲孔机使用注意事项:
1、液压冲孔机在使用之前,一定要先检查一下其冲头及下模刀口处是否有异物,如有要及时清理干净。
2、在使用液压冲孔机冲孔之前,我们还需要在冲头上部(冲头上下活动部位)加上润滑油。
3、再检查一下气缸是否漏气。
液压冲孔机使用方法:
1、将泵浦高压管上的公接头与工具上的母接头栓紧。
2、选择好相应的上下模,先装上模后装下模,装上模时先将定位螺丝拧出一定的位置后再装入下模,一定要放到位,再将定位螺丝拧紧即可作业。?
3、放好工件,关紧油泵回油螺丝,板动手柄,直至工作完成后松开回油螺丝,如冲较薄的金属板材时一定要将退料垫插入退料脚架和工件的中间,否则工件会卡在模上。

自动冲孔机是由那几块组成的,部件加工需要有什么工艺:
1、自动液压机头
2、伺服送料架
3、自动打孔机油路系统
自动从零部件到组装成型的工艺有哪些?
1、先的需要画出自动设备图纸和各个部件的加工图纸
2、买材料,下料,磨粗胚
如液压机头,伺服送料架,模具这些的加工工艺和先后顺序分别是先采用磨床磨铣粗胚,依照加工图纸,定位钻孔,然后依次是铣床粗加工,铣平面。铣床工作的规格是不要**过铣床的有效工作面。
铣床洗完后呢!需要再次用磨床精加工打磨,然后再经过线切割加工,需要线切割的配件有哪些呢?
需要线切割的有模具,伺服上的夹具,和一些精度要求高的 铣床不好铣的小配件。
那么经历这么多繁琐的流程后是不是结束了呢? NO NO
还有一加工的 淬火蘸火呢。
那这一道结束后是不是OK完事儿了呢?
是的,到此为止 配件下料部分算是完工了,可是这不代表机器完成了!机器完成还有关键的一步,装配
装配又分四步:
1、液压机头需要装上液压油缸和位移尺
2、伺服送料架上需要安装导轨,齿条或者是客户选配丝杆。这些安装好,导轨上还需要安装承载伺服电机的伺服滑块底座,一步步按部班 急不得马不得!

选择数控冲孔机需要考虑哪些方面?
是数字控制冲床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使冲床动作并加工零件。即在选择数控冲孔机时应考虑以下几个方面:
一、从动力来源区分,目前**械式数控冲床,液压式数控冲床,伺服式数控冲床。
二、从转塔模位数量区分,有6-8工位的小转塔冲床,有16工位以上的大转塔冲床,还有更具客户需要,量身定做工位的数量。
三、从用途来分,包括机箱机柜,太阳能加工,汽车配件,筛网,厨具及各种钣金加工。
四、从加工对象可以分为:薄板加工和厚板加工数控冲床。

全自动冲孔机的工作概况是怎样的??
系统在统一时钟脉冲的控制下完成各种功能,当启动开关闭合后,程序使气夹电磁通电,并由CPU输出数个脉冲,经驱动电路按要求使步进电机旋转某一角度,然后电机自锁,这称为寻零过程,从而了机械传动间隙误差。寻零后,吸合执行电磁铁,随即冲头下落。当冲头离开工作时,固定在冲床上的光电头给出冲头离位信号,此时通过微机再次使步进电机旋转一确定角度,再等待冲头二次下落,如此重复上述过程,便可实现所需孔数的连续冲孔加工过程。显示器随时显示即时孔数。当冲完一个孔后,工件数累加进一,孔数复位为零,并给出声响报警信号。
本成果可实现10~60孔的轴承保持架的冲窗孔加工。具有连续冲孔和单发点射冲孔的功能,能一次连续地完成一个工件的冲孔加工,也可单发加工工件上的某一孔位。冲孔频率为0~130次/min,若孔数**过20孔,频率可达240次/min。可连续工作24h。本成果为国内研发的用微机控制自动分度的高精度加工轴承保持架窗孔的设备。其等分精度0.1mm,达到国际同类产品水平。应用该成果可大大提高生产效率、减轻劳动强度、模具寿命、节省工时、提高成品率,其经济效益和社会效益显著。
随着科学技术的不断发展,机械行业也在迅猛发展,尤其是各类管件冲孔机的技术也日趋成熟。迎合了时代的发展,不锈钢冲孔机不仅拥有人性化界面,通过数控技术冲孔过程全程可控。更有气动、液压、数控、以及机械式等多种类别可供选择,适合在不同的条件下,针对不同的材料使用。它之所以被广泛应用,主要是是得益于它的特点:种类比较齐全,让用户有更多选择从动力形式去看全自动不锈钢冲孔机,用户分别有气动、液压,以及机械式等三种方式可供选择。其中,全自动不锈钢冲孔机则在钢性材料上运用的比较多。而机械式冲孔机则是海绵、皮革等材料的冲孔能手。全自动拥有智能化和人性化的操作界面设计.微电脑控制,液压驱动.移动式脚踏开关,可以随时停止,功能齐全。再是模具更换简便,便于弹圌性生产。










{kind=link}